La Soldadura por Resistencia
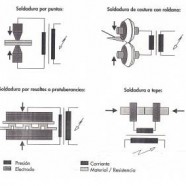
La soldadura por resistencia es considerada un proceso de fabricación, termoeléctrico, se realiza por el calentamiento que experimentan los metales, hasta la temperatura de forja o de fusión debido a su resistencia al flujo de una corriente eléctrica, es una soldadura tipo autógena que no interviene material de aporte. Los electrodos se aplican a los extremos de las piezas a soldar, se colocan juntas a presión y se hace pasar por ellas una corriente eléctrica intensa durante un instante. La zona de unión de las dos piezas, como es la que mayor resistencia eléctrica ofrece, se calienta y funde los metales, realizándose la soldadura. La cantidad de calor necesaria, por tanto la intensidad aplicada y tiempo de presión ejercida dependerá del tipo de metal a soldar. Los principales tipos de soldadura por resistencia son los siguientes: – Soldadura por puntos. – Soldadura proyecciones o resaltos. – Soldadura costura. – Soldadura a tope. – Soldadura por chispa. – Soldadura de hilo aislado. Tanto el calor como la presión son los principales factores en este tipo de soldaduras ya que se obliga a tener un buen contacto entre electrodo y pieza antes de aplicar calor, manteniendo en contacto las superficies a unir una vez alcanzada su temperatura para la correcta soldadura. El ciclo de soldeo se puede dividir en varias fases: FASE DE POSICIONAMIENTO: se ejerce presión sobre los electrodos de tal forma que se consiga la unión de los materiales a soldar. FASE DE SOLDEO: pasa la corriente eléctrica creando diferencia de potencial entre los electrodos. Se mantiene una presión entre los electrodos durante esta fase, que suele ser mejor que la ejercida en la fase de posicionamiento. FASE DE MANTENIMIENTO: se incrementa la presión ejercida después de cortarse la corriente eléctrica. FASE DE DECADENCIA: se reduce la presión hasta retirar la pieza una vez ya soldada. Este procedimiento se utiliza mucho en la industria para la fabricación de láminas y alambres de metal, se adapta muy bien a la automatización. Los elementos básicos en este tipo de soldadura son, electrodos, por donde fluye la energía eléctrica, material a soldar y una presión ejercida en la zona a...
Read MoreHistoria de la Fabricación Industrial del envase metálico

El comienzo de la fabricación de envases en forma industrial, fue la consecuencia lógica que siguió a los primeros intentos con éxito de preservar productos alimenticios perecederos, usando diferentes tipos de recipientes y con aportación de calor. El envase de hojalata, desarrollado por Durand en 1810, demostró que era la mejor solución. Aunque la dificultad mayor a salvar, estaba en la hermeticidad del contenedor. Para asegurar la eficacia del proceso, se imponía garantizar que el aire no pudiera entrar en el interior. Esta condición era difícil de obtener cuando los envases se hacían a mano. Las láminas de hojalata disponibles para elaborar los mismos, estaban recubiertas de una capa muy gruesa de estaño y el acero no tenía siempre una uniformidad en su espesor y dureza. Obtener uniones herméticamente selladas con estos primeros materiales era realmente un arte. Entrando en el detalle de la fabricación de estos envases iniciales: Cuerpos: Los hojalateros de la época trazaban sobre la hoja metálica, el rectángulo correspondiente al desarrollo del cilindro que conformaría el cuerpo, así como las circunferencias de las tapas y los cortaban con cizallas manuales. Las plantillas de los cuerpos así definidas, se arrollaban alrededor de un tambor, superponiendo sus extremos unos 6 milímetros. A continuación soldaban a mano esta zona, – con el clásico soldador que de niños vimos usar a los hojalateros ambulantes – resultando una costura lateral. Con posterioridad a este tipo de costura se la llamó “solapada”. En años posteriores se mejoró el procedimiento: el cuerpo se curvaba pasando las plantillas a través de un sistema de rodillos ó enrolladora. En 1861, Pellier en Francia obtuvo una patente de una maquina – engatilladota- que era capaz de preparar los extremos a soldar, plegando los mismos y formando unos ganchos que una vez unidos y apretados se soldaban por el exterior Como ya se ha dicho, inicialmente fueron los propios conserveros los que se fabricaban sus envases, pero poco a poco fueron apareciendo fabricantes de latas propiamente dichos. A ello contribuyó el desarrollo de maquinas especificas con un cierto grado de complejidad. Así en 1883 la empresa Norton Brothers Company de Chicago inventó una formadora de cuerpos (bodymaker) semiautomática, con una soldadora de la costura lateral incorporada, llegando a alcanzar una capacidad de producción de 40 cuerpos/minuto. En menos de una década este equipo fue mejorado y ya fue capaz de rebasar los 100 cuerpos/minuto. La firma Norton Brothers fue creada en 1868 en Toledo (Ohio), inicialmente era una conservera de vegetales, que se fabricaba sus propios envases. Fue creciendo y especializándose en fabricación de los mismos, acabando, por montar fabricas dedicadas exclusivamente a este mercado. Tapas: Para hacer las tapas, los discos de hojalata se trazaban y cortaban más grandes que la abertura de los extremos del cuerpo, de manera que sus bordes se pudieran doblar para formar un “faldón”. Este se conseguía martillando con un mazo sobre un soporte llamado “formador”. Para poder llenar el envase de alimentos, una de las tapas tenia en el centro un agujero de unos 35 milímetros, a través del cual se hacia esta operación. Después, el envasador procedía a soldar, sobre este orificio, un disco del mismo material que el fabricante del envase también le había suministrado. En 1847, Allen Taylor en E.U. desarrolló una prensa que con un útil adecuado, era capaz de hacer el faldón o pestaña sobre el disco. A los pocos años, esta idea fue desarrollada de manera que ya se hacia simultáneamente el corte, la pestaña y el agujero de llenado sobre la tapa. Para ello fue preciso que Henry Evnas idease la prensa...
Read MoreBarnices en el sector del Envase Metálico

Nos centramos en este artículo en algunos de los aspectos que llevan implícitos la utilización de barnices como protección interior de los envases metálicos como el tipo básico de barniz a utilizar en función de las características del producto a envasar. Así, el contenido de los envases metálicos puede tener distintas características y en función de las mismas se debe seleccionar el barniz de protección interior adecuado para evitar cualquier problema de contaminación del contenido y sus posibles consecuencias en el usuario final: A. Productos agresivos (ácidos y semiácidos, no sulfurantes) Algunas veces es deseable para estos productos la presencia de estaño porque elimina rápidamente el oxígeno, cuya existencia prolongada es probable que oxide al producto. Por tanto no tienen que ser enlatado necesariamente en envases barnizados. El estaño tiene un papel reductor y clarificador con las frutas y los jugos blancos o claros (cítricos, peras, me1ocotones, piña) y ayuda a mejorar su aspecto. No obstante, la tendencia clara del mercado es utilizar barnices de protección interior y dentro de ellos los de color blanco – pigmentado con óxido de titanio – que dan una sensación de mayor nivel sanitario al eliminar la apariencia “marmórea” o veteada que se forma en la superficie de la hojalata por desprendimiento del estaño. No obstante también se utilizan los dorados en sus distintas versiones. A veces se pueden dar casos graves de corrosión en productos vegetales ricos en nitrógeno (alubias, zanahorias, melón, tomate) cuando el envase no va protegido. Teniendo en cuenta que algunas veces se da un desestañado completo después de unos pocos meses, el barnizado interno proporciona la única respuesta segura. Esta solución se utiliza ahora de forma casi generalizada. Para envases dos piezas se aplican diferentes sistemas según el grado de corrosividad del producto. A titulo de ejemplo se puede optar entre otras soluciones: – epoxi-fenolico, en ciertos casos pigmentado con aluminio (para agresividad moderada) – poliéster modificado con óxido de titanio (para agresividad moderada) – organosol, pigmentado con óxido de titanio (o aluminio) – epoxi-fenolico como barniz base con una capa superior de organosol no pigmentado. Para envases tres piezas, los anteriores sistemas son validos, aunque se puede recurrir a otros más económicos, como pueden ser: – epoxi-fenolico (para agresividad moderada) – epoxi modificado pigmentado (con aluminio u oxido de titanio) – epoxi-fenolico en doble capa, pudiendo ir la segunda capa pigmentada Cuando se trata de conservas de jugos con pigmentos antociánicos – azules, violetas y rojos – (cerezas, fresas, frambuesas) a menudo es necesario recurrir a doble capa de barniz para corregir las imperfecciones de la capa de base. Los barnices utilizados son del tipo epoxi-fenólicos o bien óleo-resinosos, estos últimos en mucha menor proporción. En general se emplea la doble capa cuando hay riesgo evidente de perforaciones por corrosión. B. Productos sulfurantes Durante el proceso de esterilización, los alimentos pueden liberar compuestos sulfurosos, con el riesgo consecuente de manchas de sulfuro ferroso o de estaño. Este riesgo aumenta con la temperatura del proceso y el tiempo durante el que se mantiene esa temperatura. Para reducir este fenómeno y sobre todo la degradación de las proteínas del producto por la acción del calor se recurre a técnicas de calentamiento y enfriamiento rápido. La hojalata puede tener tratamientos superficiales – pasivación – distintos. La más usual, denominada pasivación 311 debido a su composición (presencia de cromo metálico), evita las manchas de sulfuro de estaño. Sin embargo, el papel más importante para proteger la base metálica contra el riesgo de la manchas de sulfuro lo desempeña el barniz. Se trata de crear una barrera física y química que proteja...
Read More